中华网数码
设为书签Ctrl+D将本页面保存为书签,全面了解最新资讯,方便快捷。

随着我国城镇化进程的加快,生活垃圾量急剧增加,给城市的环境卫生带来了巨大压力。在垃圾堆放和自然分解的过程中,会经由微生物作用产生多种有机和无机物质。当雨水或是地下水渗透过这些垃圾堆积层时,便会溶解出这些物质,形成一种被称为垃圾渗滤液的高度污染废水。垃圾渗滤液中含有大量的有机物、无机盐类及重金属等污染物,其中氨氮作为一种常见污染物,其存在形式受环境pH值和温度的影响较大。
氨氮的排放对水体环境构成了严重威胁,不仅会导致地表水和地下水的富营养化,还可能通过食物链影响生态系统的生物多样性,进而对人类健康造成潜在风险。因此,如何有效处理垃圾渗滤液中的氨氮成为亟待解决的问题。
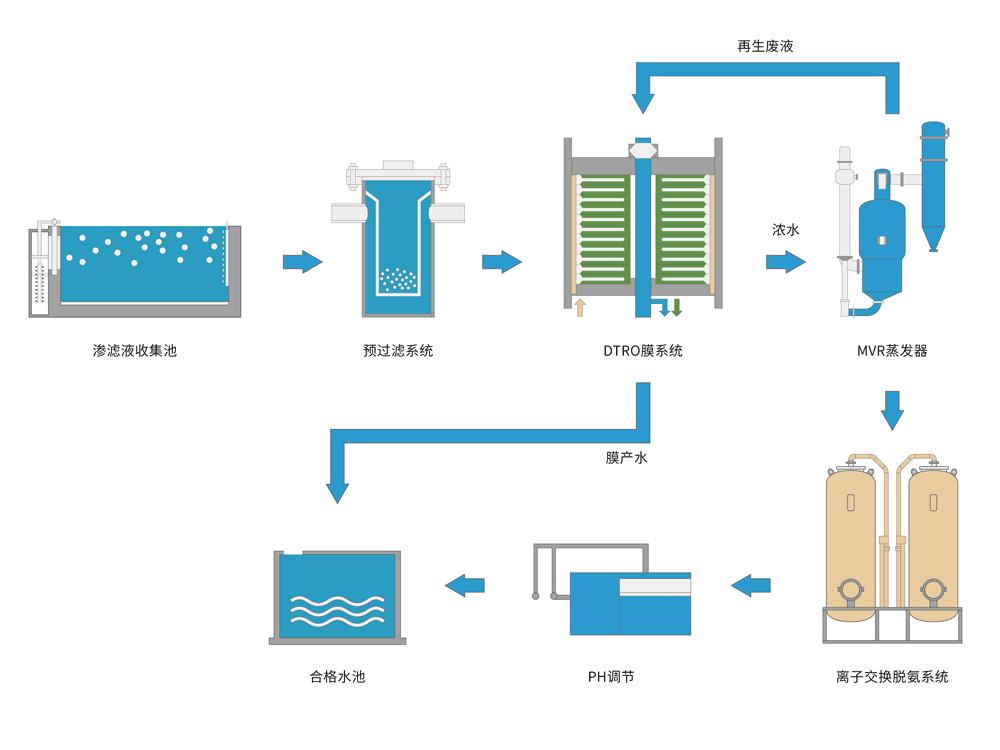
目前,垃圾渗滤液的处理通常采用“预处理+生化处理+膜深度处理”的组合工艺。预处理是为了去除大颗粒物质和其他可能堵塞后续设备的杂质;生化处理则是利用微生物降解有机污染物;而膜深度处理则进一步去除水中难以通过生物法去除的污染物。然而,传统的DTRO膜技术尽管因其耐污染性强、操作压力高等特点被广泛应用于垃圾渗滤液的深度处理阶段,但由于氨分子量较小且在某些条件下呈气态,使得DTRO膜对氨氮的截留效率较低,通常达不到理想的去除效果。
为了解决这一难题,某环保能源公司在其规划建设的生态循环产业园中,创新性地引入了MVR技术,配合选择性离子交换法吸附氨氮,有效地提高了氨氮的去除效率,确保了最终出水质量稳定达标,更好地满足了环境保护的需求。
MVR技术与离子交换法联袂发力
科海思提供的“一种蒸发冷凝水去除氨氮装置”专利技术,通过MVR蒸发器系统将渗滤液中的水分与污染物高效分离,并通过配合离子交换工艺进一步净化水质。具体来说,MVR蒸发器将渗滤液加热至75-90℃,使氨氮挥发并随蒸汽排出,然后通过冷凝器将蒸汽冷凝成液态水,得到纯净的水和高浓再生液。高浓再生液再经离子交换法处理,利用磺酸基官能团捕捉铵根离子的原理,将氨氮从水中去除。
该专利技术具有以下优势:能够高效去除低浓度氨氮,解决了传统方法难以处理的难题;占地面积小,不需要基建,大大节省了空间和成本;无毒害、无有毒有害离子引入水中,产水不会带来二次污染;操作安全简便,自动化程度高,不受温度限制;高浓再生液可以再次回到MVR系统中进行蒸发处理,实现了资源的循环利用。
生态循环产业园的实践案例
该环保能源公司规划建设的生态循环产业园,以生活垃圾处理为依托,实现其他固体废弃物的无害化、减量化、资源化协同处置。项目运营过程中,垃圾渗滤液的处理成为一大挑战,尤其是在氨氮的去除上。垃圾渗滤液因成分复杂、盐分高,且可生化性差,传统的生化处理方法难以有效应对。
科海思公司根据项目实际情况和业主实际需求,精心设计并实施了该方案。项目采用了两用一备的运行方式,每10天进行一次再生周期,最终出水氨氮含量稳定在1mg/l以下,远低于国家排放标准(5(8)ppm)。这一成果不仅体现了科海思在环保处理技术上的专业实力地位,也为生态循环产业园的可持续发展贡献了重要力量。
高效除氨氮树脂的应用
项目中采用的Tulsimer®T-42H除氨氮树脂,作为均粒强酸型阳离子交换树脂,展现了卓越的性能。它能够深度去除中低浓度氨氮(500mg/l以内),同时对高浓度(500-5000mg/l)氨氮也具有良好的浓缩回收效果。该树脂具有高交换容量、优异的物理及化学稳定性,无裂纹特性和均匀粒度,确保了出水品质的稳定性。此外,其广泛的pH及温度适应范围,以及良好的抗有机物污染能力,使得在实际应用中表现出色,可根据水质和水量情况灵活调整设备大小,进一步降低了运营成本。
科海思凭借持续的技术创新与不懈的实践探索,成功解决了垃圾渗滤液处理中的氨氮去除难题,不仅为生态循环产业园的建设与发展注入了新的活力,也为行业提供了借鉴。未来,科海思将继续以技术创新为核心驱动力,深耕环保领域,为企业提供更加高效、可持续、高回报的解决方案,助力环保产业构建良好生态环境。同时科海思也将持续关注环保领域的最新动态和技术进步,积极研发更为先进的环保处理技术,为推动我国环保事业的发展贡献力量。通过技术创新与应用实践相结合,科海思致力于打造一个更加绿色、可持续发展的未来。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。
责任编辑:kj005
文章投诉热线:157 3889 8464 投诉邮箱:7983347 16@qq.com











